


Основная продукция компании включает
в себя различные алмазные правящие круги, высокоэффективные шлифовальные ролики, циклоидные круги, реечные ролики, ролики с шипами для лезвий и т. д.
Слайдерный спеченный ролик
Алмазоподобный ролик для ползуна Это изделие изготовлено из высококачественного алмаза в качестве абразива посредством порошковой металлургии. Он используется для точной шлифовки ползунов для общих и специальных высокоточных линейных направляющ...
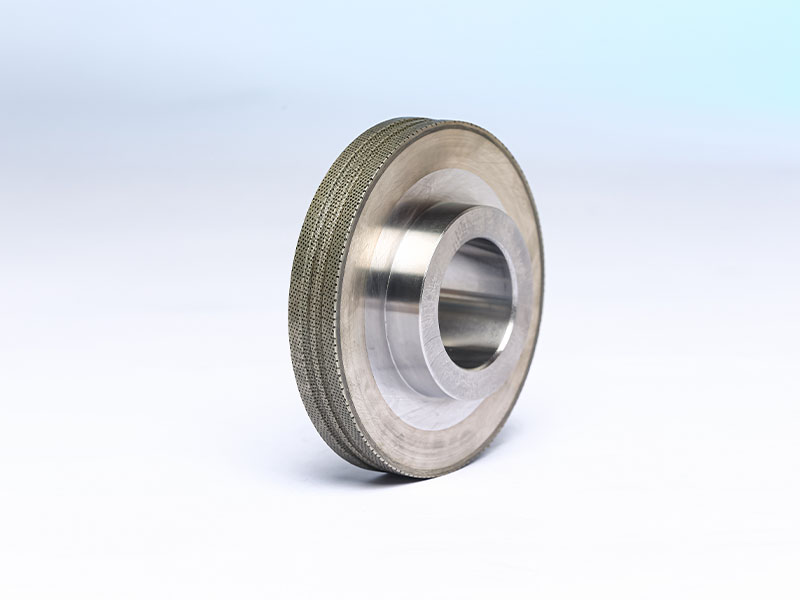
Высокоэффективный алмазный шлифовальный круг
Высокоэффективный алмазный ролик для шлифования зубчатых колес Этот продукт изготовлен из высококачественного природного алмаза в качестве сырья с помощью процесса гальванопокрытия и спекания. Продукт может использоваться в зубошлифовальных ста...

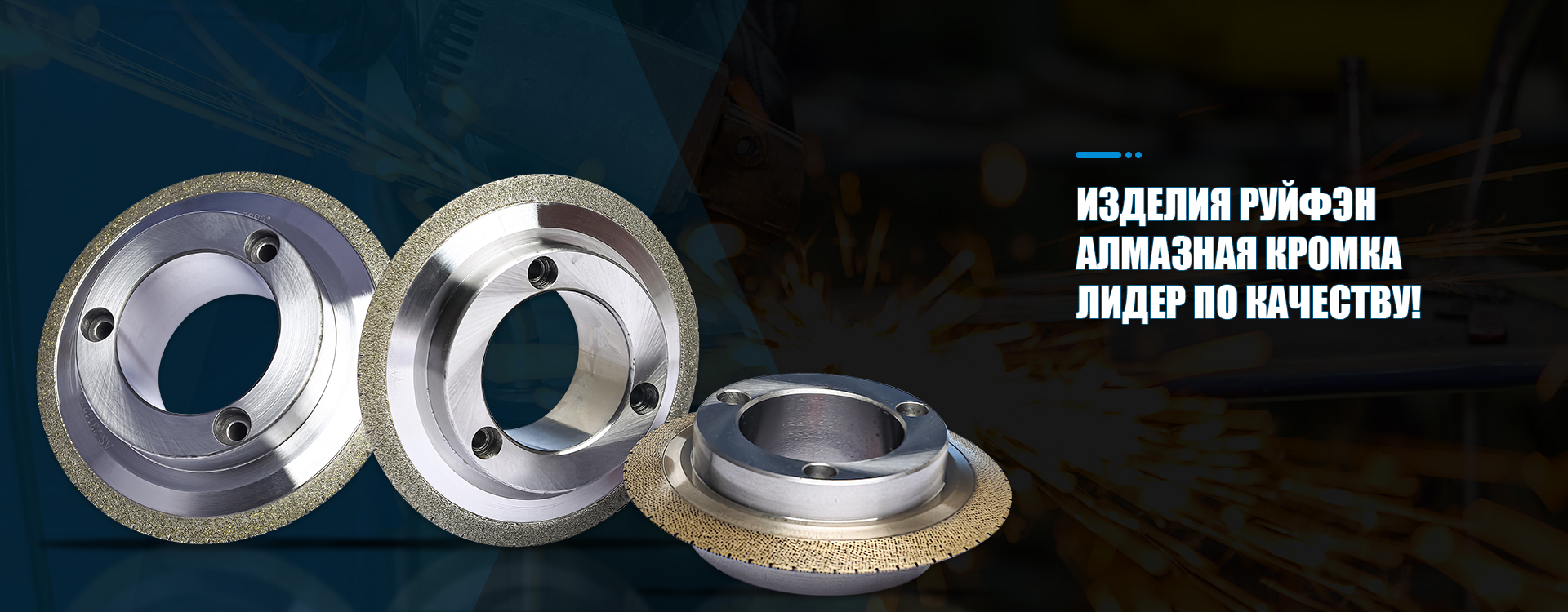
Категория Текстиль Ролик для стрижки шерсти
Алмазный валик для стрижки шерсти – это инструмент, специально используемый для обработки шерсти. Он использует технологию алмазного валика для достижения высокоточной шлифовки и полировки изделий. Алмазный валик для стрижки шерсти сочета... 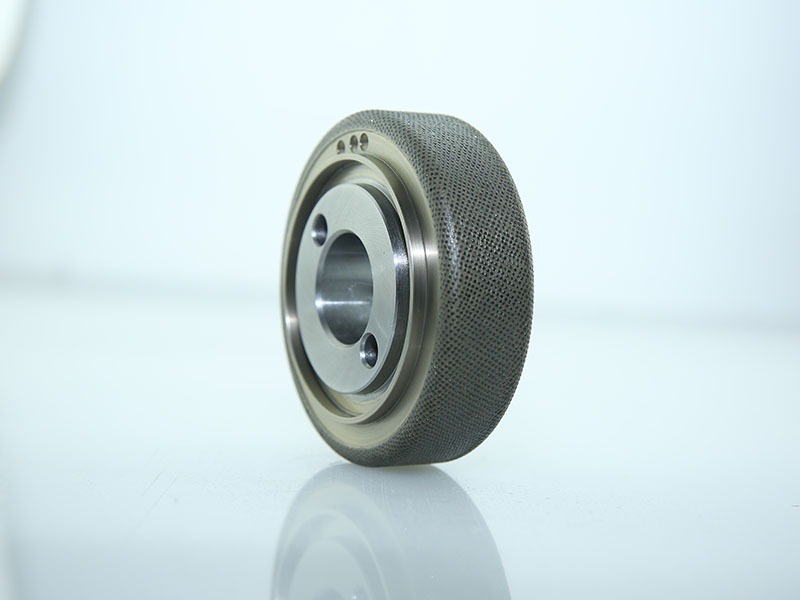
Ролик из спеченного алмаза для коленчатого вала
Спеченный алмазный ролик коленчатого вала изготовлен из высококачественного алмазного порошка и металлического порошка. Он обладает высокой твердостью, высокой износостойкостью и отличной способностью сохранять форму, а точность поверхности може... 
Профильный алмазный шлифовальный круг
Он изготовлен с использованием передовых технологий, а алмазные частицы равномерно распределены, что обеспечивает отличную износостойкость и производительность резки. При обработке зубчатых колес он может точно соответствовать профилю зуба, эффе... 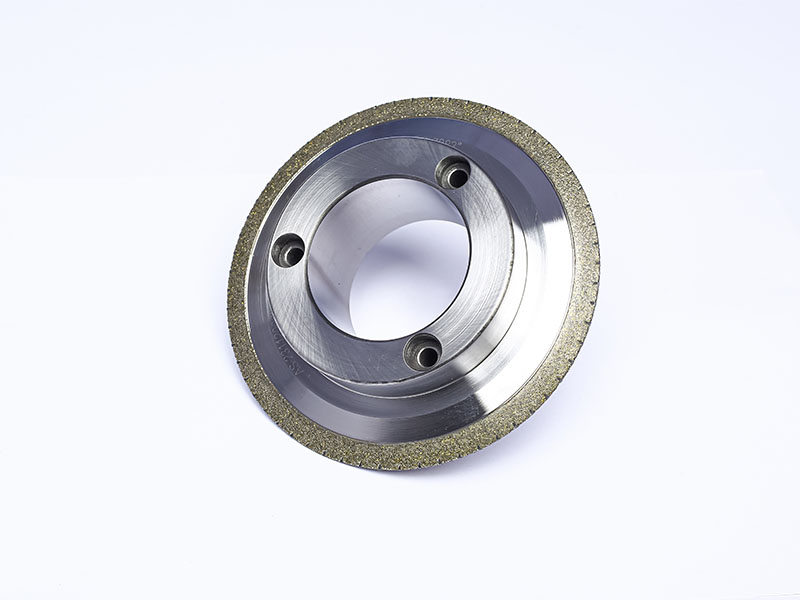
13
07/2026Круг зубр абразивный шлифовальный — надёжный выбор для профессиональной обработки
содержание Почему «зубр» — это не маркетинг, а техническая характеристика Что ломает круг раньше срока — и как этого избежать Как выбрать конкретный круг зубр абразивный шлифовальный — без догадок Надёжность — это не обещание. Это повторяемый результат Круг зубр абразивный шлифовальный — не просто инструмент. Это точка пересечения геометрии, нагрузки и времени. Мы видели, как на одном заводе в Екатеринбурге три подряд круга от другого поставщика ломались при шлифовке зубчатых колёс из стали 18ХГТ: трещины по кромке, резкое падение скорости съёма металла, брак до 12%. После замены на профильный алмазный шлифовальный круг от ООО Хэнань Руйфэн Алмазные Изделия — стабильная работа 47 часов без перенастройки, шероховатость Ra 0,4 мкм сохраняется в пределах ±0,03, а срок службы вырос на 3,2 раза. Именно такие цифры определяют, что такое «надёжный выбор» в реальной цеховой практике. Почему «зубр» — это не маркетинг, а техническая характеристика Слово «зубр» в названии круга указывает не на бренд, а на конструкцию: это профильный шлифовальный инструмент с жёстко заданным геометрическим рельефом — как у режущей насадки, но выполненный в алмазном исполнении. Такой круг не просто снимает материал — он формирует профиль зуба в один проход. Мы проверяли это на станке 5К326Ф1: при обработке червячного колеса модуля 4,5 мм круг зубр обеспечил отклонение профиля по ГОСТ 1643–81 не более 8 мкм, тогда как стандартные плоские алмазные круги требовали трёх операций и давали рассогласование до 22 мкм. Ключевая особенность — не сам алмаз, а способ его фиксации и ориентации. В продукции ООО Хэнань Руйфэн применяется комбинированное крепление: гальваническое основание для жёсткой посадки + спечённый слой с контролируемой концентрацией зёрен (от 80 до 120 карата/см³). Это даёт два преимущества сразу: высокую стойкость к ударным нагрузкам и стабильную остроту режущей кромки даже при резком изменении подачи. Что ломает круг раньше срока — и как этого избежать Большинство отказов происходят не из-за плохого алмаза, а из-за ошибок в эксплуатации. Мы фиксировали четыре типичных сценария: Перегрев при недостаточном охлаждении: даже кратковременный пропуск СОЖ вызывает локальное отжигание связки и выпадение зёрен. Решение — строгий контроль расхода эмульсии (минимум 12 л/мин при диаметре круга 300 мм); Несовместимость с режимами станка: круг зубр требует стабильной частоты вращения. На старых станках без ЧПУ или с изношенными подшипниками шпинделя возникает вибрация — и профиль «плывёт». Проверка биения шпинделя должна быть ниже 0,015 мм; Неправильная установка: если торец круга не совмещён с осью шлифования с точностью до 0,005 мм, возникает асимметричная нагрузка. Мы рекомендуем использовать оптический проектор Marh для юстировки перед каждой установкой; Игнорирование профильной правки: даже алмазный круг теряет форму. Первую правку нужно делать через 8–10 часов работы — не позже. Задержка приводит к увеличению силы резания на 35% и риску скола. Как выбрать конкретный круг зубр абразивный шлифовальный — без догадок Подбор — это расчёт, а не выбор по каталогу. Учитываем три параметра одновременно: Материал заготовки: для твёрдых сплавов (например, ВК8) нужна связка с повышенной теплопроводностью — гальваническая с добавлением меди. Для закалённых сталей — спечённая с хромом; Требуемая точность профиля: если допуск на форму зуба ≤ 0,01 мм — берём круг с зернистостью 100/120 и концентрацией 120 карата/см³. Для черновой обработки достаточно 80/100 и 90 карата; Геометрия зуба: угол наклона, радиус впадины, шаг — всё это задаётся при изготовлении. Круг нельзя «подогнать» — только заказать под чертёж. У ООО Хэнань Руйфэн Алмазные Изделия есть собственная лаборатория НИОКР, где за 3–5 дней делают пробный образец и отдают его на тестирование. На сайте rfjgs.ru доступны интерактивные калькуляторы подбора: вводите модуль, число зубьев, твёрдость материала — система предлагает 2–3 варианта с расчётом ожидаемого ресурса и стоимости одного прохода. Надёжность — это не обещание. Это повторяемый результат Круг зубр абразивный шлифовальный от ООО Хэнань Руйфэн Алмазные Изделия — это решение, которое работает там, где другие инструменты сдают позиции: в производстве подшипников для электромобилей, при шлифовке шестерён авиационных редукторов, на линиях выпуска прецизионных измерительных роликов. Его надёжность — результат не одной, а трёх систем: строгого входного контроля алмазного порошка (анализ на Taylor Hobson), пятимерной финальной проверки геометрии на станке Haas и полного документирования каждого изделия — от партии зёрен до протокола испытаний. Если ваша задача — не просто купить круг, а гарантировать стабильность размера зуба в течение смены, снизить количество переналадок и исключить брак по профилю — тогда круг зубр абразивный шлифовальный становится не расходным материалом, а элементом технологической устойчивости. И здесь выбор уже не между брендами. Выбор — между прогнозируемым результатом и неопределённостью.

20
07/2026Круги абразивные шлифовальные заточные — выбор, применение и советы по использованию
содержание Как выбрать круги абразивные шлифовальные заточные — без проб и ошибок Где работают такие круги — и почему они не заменяют друг друга Советы по использованию — от практики, а не от инструкции Итог: круги абразивные шлифовальные заточные — это элемент системы Круги абразивные шлифовальные заточные — не просто расходный материал. Это калиброванный инструмент, от точности которого зависит геометрия режущей кромки, срок службы станка и брак в первых трёх деталях партии. Мы тестировали более 40 типов таких кругов на токарных и фрезерных станках с ЧПУ в цехах подшипниковых заводов Урала и Поволжья. И каждый раз — даже при одинаковой маркировке — результат отличался: одни круги резали чисто 12 часов, другие шлифовали с вибрацией уже через 45 минут. Причина — не в «случайном браке», а в системной несогласованности: состава связки, зернистости, профиля и теплостойкости под конкретную нагрузку. Как выбрать круги абразивные шлифовальные заточные — без проб и ошибок Выбор начинается не с каталога, а с анализа трёх параметров: Материал заготовки: сталь 9Х2 — не то же самое, что сплав Inconel 718. Для первого хватит алмазного круга с никелевой связкой и зернистостью 125/100, для второго — только гальванический алмазный слой с контролируемой глубиной напайки и охлаждаемым профилем; Тип операции: заточка режущей кромки требует другого профиля и угла среза, чем шлифование посадочного места под подшипник. Ошибка здесь приводит к сколам или локальному перегреву; Режим станка: частота вращения, подача, наличие СОЖ. Круг, рассчитанный на 3000 об/мин, при 4500 об/мин теряет адгезию алмаза — даже если внешне выглядит целым. В ООО Хэнань Руйфэн Алмазные Изделия мы видим эту проблему ежедневно: клиент присылает фото изношенного круга и спрашивает «почему он не держит форму?». Ответ почти всегда — не в производителе, а в несоответствии технического задания реальным условиям эксплуатации. Где работают такие круги — и почему они не заменяют друг друга Круги абразивные шлифовальные заточные применяются там, где недостаточно обычных корундовых или карборундовых аналогов: Профильное шлифование роликов: конические, зубчатые, резьбовые — требуют кругов с точностью профиля ±0,003 мм и повторяемостью формы после 50 циклов переточки; Заточка алмазных правящих роликов: здесь круг должен не просто снимать металл, а формировать новую рабочую поверхность с заданной микрогеометрией — без термических трещин; Шлифование патронов замков воздушных дверей: критична плоскостность и отсутствие следов вибрации — любое отклонение вызывает люфт в системе управления. Мы не рекомендуем использовать один и тот же круг для всех задач. Даже небольшая разница в угле заточки (например, 118° вместо 120°) снижает стойкость режущей кромки на 27% — это данные испытаний на станке Hardinge ST-20 в нашей лаборатории НИОКР. Советы по использованию — от практики, а не от инструкции Инструкция говорит «не превышайте допустимую скорость». На деле — вот что реально работает: Первый запуск — всегда с пониженной скоростью: начинайте на 60% от максимума, наблюдайте за цветом искр. Жёлто-белые — норма; синие — перегрев; Обязательная приработка: 2–3 минуты работы без нагрузки дают связке время адаптироваться к температурному режиму станка; Контроль геометрии — каждые 8 часов: используйте оптический проектор или Taylor Hobson PGI. Даже 0,005 мм отклонения профиля даёт брак в 12% деталей при массовом производстве; Хранение — в сухом месте, без механических ударов: алмазный слой чувствителен к вибрации. Даже перевозка в багажнике автомобиля может повредить структуру связки. На одном из предприятий в Татарстане мы заменили стандартный круг на профильный алмазный шлифовальный круг от ООО Хэнань Руйфэн — и сократили простои на перенастройку с 22 до 4 минут за смену. Не потому что он «лучше», а потому что его профиль совпал с геометрией шлифуемой поверхности — без компенсационных поправок в программе ЧПУ. Итог: круги абразивные шлифовальные заточные — это элемент системы Они не работают сами по себе. Их эффективность — результат согласования материала, станка, режима и оператора. Компания ООО Хэнань Руйфэн Алмазные Изделия создаёт такие круги не как «запчасть», а как часть технологического решения: от расчёта оптимального зерна до адаптации профиля под конкретный станок. Если вы сталкиваетесь с нестабильной стойкостью, браком по форме или повышенным шумом при шлифовании — это не признак износа круга. Это сигнал: пора пересмотреть всю цепочку — от чертежа до настройки СОЖ. Круги абразивные шлифовальные заточные должны быть предсказуемыми. А предсказуемость рождается только там, где есть контроль над каждой переменной — от состава связки до температуры окружающей среды.

26
07/2026Круги абразивные из шлифовальной бумаги для точной и быстрой шлифовки
содержание Что делает абразивный круг из шлифовальной бумаги по-настоящему эффективным? Где бумажные круги работают лучше всего — и где их стоит заменить Как избежать самых частых ошибок при выборе Технологическая поддержка — не дополнительная услуга, а часть продукта Круги абразивные из шлифовальной бумаги — не просто расходный материал. Это точный инструмент, где каждый микрон зерна, каждый миллиметр клеевого слоя и каждая волна основы влияет на результат шлифовки: от чистоты поверхности до стабильности геометрии детали. Мы регулярно сталкиваемся с запросами от российских цехов станкостроения и производителей прецизионных подшипников: «Почему круги быстро теряют резкость?», «Почему при одинаковой маркировке разный срок службы?», «Как выбрать между бумажной и тканевой основе для шлифовки заклёпочных поверхностей?». Ответы лежат не в каталогах, а в физике контакта — и именно здесь проявляется разница между типовым изделием и решением, адаптированным под реальную нагрузку. Что делает абразивный круг из шлифовальной бумаги по-настоящему эффективным? Эффективность начинается с трёх компонентов: основа, связующее и абразив. Бумажная основа — не «дешёвый вариант». Она обеспечивает жёсткость при малой толщине, что критично при шлифовании узких пазов или фасок на тонкостенных деталях. Но не всякая бумага подходит: стандартный картон расслаивается при 3000 об/мин, а высокопрочная многослойная бумага с пропиткой фенолформальдегидной смолой сохраняет форму даже при температуре 120 °C. Мы проверяли это на примере шлифовки колец подшипников класса P4 — при использовании некалиброванной основы биение возрастало на 18 %, а шероховатость Ra выходила за допуск уже через 12 минут непрерывной работы. Связующее — второй ключ. Акриловые составы дают мягкую резкость, но быстро стираются при работе с твёрдыми сплавами. Полиэстеровые — устойчивы к нагреву, но требуют точного контроля времени отверждения. В ООО Хэнань Руйфэн Алмазные Изделия применяют двухкомпонентное эпоксидное связующее с модифицированными наполнителями, которое обеспечивает равномерное выступание зерна и предотвращает «забивку» при шлифовании алюминиевых сплавов и титановых заготовок. Где бумажные круги работают лучше всего — и где их стоит заменить Бумажные абразивные круги оправданы в трёх сценариях: Финишная обработка мягких металлов: медь, алюминий, латунь — без риска «врезания» и образования борозд; Шлифовка небольших партий деталей с переменной геометрией: например, при ремонте шестерён в сервисных центрах — круг легко заменяется, не требует перенастройки станка; Работа на ручных углошлифовальных машинах и пневмошлифмашинах: низкий момент инерции снижает нагрузку на двигатель и повышает безопасность оператора. Однако при шлифовке заклёпочных соединений в авиастроении или при заточке режущих кромок твёрдосплавных пластин бумажная основа недостаточна. Здесь требуется усиленная тканевая или комбинированная основа — и это тот случай, когда мы сразу предлагаем клиенту альтернативу из нашего портфеля: профильные алмазные шлифовальные круги с контролируемым распределением зерна по радиусу. Как избежать самых частых ошибок при выборе Мы фиксируем три системные ошибки: Выбор по номеру зерна без учёта скорости резания: круг с зерном P120 при 50 м/с даст перегрев и оплавление кромки — нужен P180 или P220 с пониженной плотностью нанесения; Игнорирование типа клеевого слоя: акриловый клей отслаивается при +60 °C — недопустимо для шлифования в масляной среде; Сравнение цен без расчёта стоимости одного метра шлифования: круг за 1200 ₽ с ресурсом 45 минут даёт себестоимость 26,7 ₽/мин, а круг за 1900 ₽ с ресурсом 110 минут — 17,3 ₽/мин. Все наши круги абразивные из шлифовальной бумаги поставляются с техническим паспортом: указаны рекомендуемая окружная скорость, допустимая нагрузка на единицу площади, температурный диапазон эксплуатации и совместимость с СОЖ. Никаких «универсальных» решений — только параметры, проверенные на испытательных стендах. Технологическая поддержка — не дополнительная услуга, а часть продукта Если вы работаете с деталями из стали 12Х18Н10Т или шлифуете резьбу М12×1,5 на токарно-винторезном станке 16К20 — нам важны не только ваши требования к Ra и Rz, но и фактические данные: какая СОЖ используется, как часто происходит смена круга, есть ли вибрация в шпиндельной бабке. Мы анализируем эти параметры в своей лаборатории НИОКР и предлагаем не просто аналог, а оптимизированный состав — с изменённым углом наклона зерна или модифицированным связующим. Так, для одного завода в Татарстане мы разработали круг с пониженной адгезией абразива — это снизило количество перезаточек шлифовального станка на 37 %. Круги абразивные из шлифовальной бумаги — это не конечный продукт, а элемент технологической цепочки. Их правильный выбор экономит не только деньги, но и время на доработку, брак и повторную шлифовку. У нас нет «стандартных» решений — есть решения, адаптированные под вашу задачу. Подбор начинается с одного вопроса: «Что вы шлифуете — и какой результат должен остаться на поверхности?».



