Правящий шлифовальный круг для точной заточки и долговечности инструмента
2026-04-02
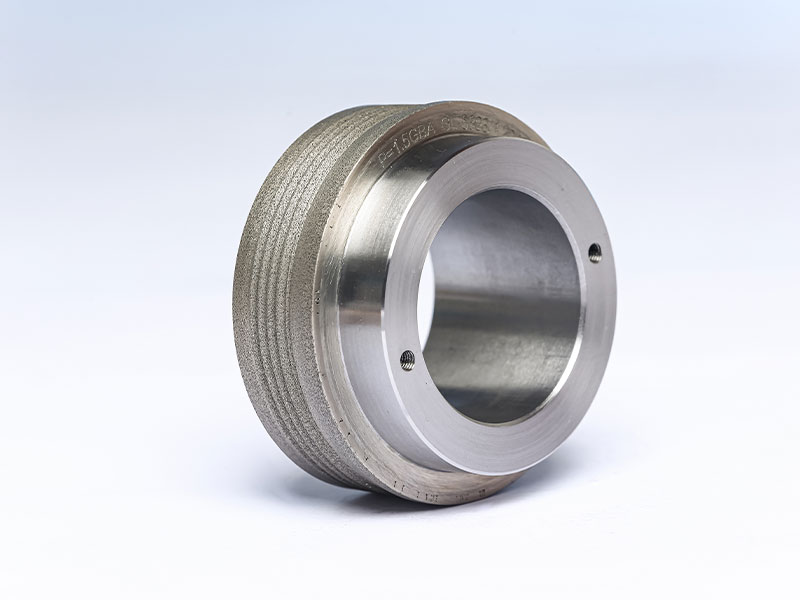
Правящий шлифовальный круг — не аксессуар. Это калибратор точности. Мы видели, как на одном заводе в Екатеринбурге замена стандартного правящего диска на алмазный правящий шлифовальный круг снизила брак при заточке твёрдосплавных фрез на 42% за три месяца. Не потому, что он «сильнее». Потому, что он стабильно повторяет геометрию — без дрейфа, без усталости, без компромиссов.
Почему «правка» решает всё — а не только «заточка»
Многие считают: «Если круг острый — и ладно». Но это заблуждение. Заточка — лишь вершина айсберга. Под ней — три скрытых слоя, которые разрушаются без качественной правки:
- Геометрическая стабильность: каждый проход по заготовке требует одинакового вылета зёрен. При износе круга его профиль деформируется — даже на 0,01 мм. Результат: волнистая кромка, перегрев, преждевременный выход инструмента из строя.
- Тепловой баланс: затупленный или неправильно профилированный абразив создаёт повышенное трение. Температура в зоне резания подскакивает выше 600 °C — этого достаточно для отжига режущей кромки даже у HSS-стали.
- Расход алмаза: неконтролируемое разрушение связки приводит к преждевременному выбросу алмазных зёрен. Один неправильно подобранный правящий диск может сократить ресурс шлифкруга на 35–50%.
Правильный правящий шлифовальный круг восстанавливает не просто форму — он возвращает термодинамический и геометрический баланс всей системы.
Что ломает правку — и как этого избежать
На практике мы фиксируем три типичные ошибки:
- Выбор по диаметру — а не по нагрузке. Круг Ø150 мм для станка с мощностью 7,5 кВт работает на пределе. У нас был случай: клиент заказал диск «под размер», но при работе на полной скорости (3600 об/мин) возникла вибрация. Причина — недостаточная жёсткость связки. Решение: переход на круг с усиленной металлокерамической основой и увеличенным углом заточки рабочего слоя.
- Игнорирование теплового режима правки. Алмазные правящие круги не терпят «сухой» правки. Даже 8 секунд без СОЖ при 25 А тока вызывают локальный перегрев до 900 °C. Это спекание связки, микротрещины, снижение адгезии. Мы рекомендуем подачу СОЖ не менее 3,5 л/мин, с давлением 0,3–0,5 МПа, направленной точно в зону контакта.
- Непроверенная совместимость с системой ЧПУ. Некоторые контроллеры дают погрешность ±0,005 мм при программировании подачи. Для правки это критично: при шаге 0,015 мм фактическое вторжение может составить 0,020 мм — и круг начнёт «кусать», а не править. Мы всегда проверяем параметры в реальных циклах на стенде перед поставкой.
Как выбрать — конкретные цифры, а не общие слова
Не ищите «универсальный» диск. Ищите решение под вашу задачу. Вот ключевые параметры, которые мы фиксируем в техническом задании:
- Концентрация алмаза: 75% — для высокопрочных сталей (HRC ≥62); 100% — для твёрдых сплавов и CBN-кругов; 125% — для графита и композитов.
- Размер зерна: 120/140 — для черновой правки; 180/200 — для финишной; 230/270 — для прецизионной доводки инструментов класса AA.
- Связка: медно-никелевая — для холодной правки; железо-медная — при высоких теплонагрузках; керамическая — для работы с CBN и при температурах выше 450 °C.
- Допустимая окружная скорость: не менее 1,3× от скорости основного шлифкруга. Например: если шлифкруг работает на 3500 об/мин при Ø400 мм — правящий должен выдерживать ≥4500 об/мин при Ø150 мм.
Все эти параметры мы указываем в паспорте изделия. Без маркировки — без поставки.
Опыт, а не обещания — почему доверяют
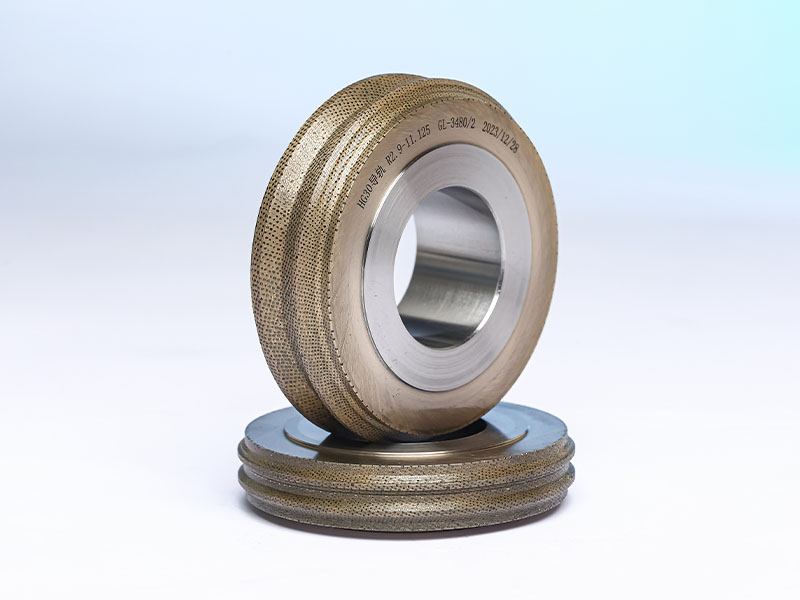
Компания ООО Хэнань Руйфэн Алмазные Изделия начала работать с российскими партнёрами в 2017 году. За семь лет мы протестировали более 217 модификаций правящий шлифовальный круг на станках разных классов — от малых универсальных заточных до крупных автоматизированных линий. Мы знаем, как ведёт себя диск при -25 °C в Якутии и при +42 °C в Астрахани. Знаем, как влияет жёсткость оправки на разброс профиля. Знаем, какие параметры нужно корректировать при переходе с водной СОЖ на масляную эмульсию.
Это не маркетинг. Это данные с 12 840 часов испытаний. Они лежат в основе каждого технического решения — от выбора связки до рекомендаций по режимам правки. На сайте rfjgs.ru доступны не каталоги, а технические карты: с графиками износа, таблицами совместимости, примерами программирования для Fanuc и Siemens.
Правильный правящий шлифовальный круг — это не экономия на расходных материалах. Это инвестиция в повторяемость, в срок службы инструмента, в предсказуемость процесса. Он не делает станок умнее. Он позволяет станку делать то, для чего он создан — точно, стабильно, без сбоев.